




一、機床安裝預備期間作業: 安裝工了解商品安裝圖、技術文件和技術要求。安裝辦法、和所需工具。對安裝零件進行清潔、去毛刺、鐵銹、切屑、油污。有特殊要求的零件進行平衡實驗,密封性實驗。二、數控鋸床安裝期間作業:1、部件安裝。2、總安裝。3、調整、查驗和試車。調整零件或組織的協調性;幾許精度和作業精度的查驗;空試車是實驗組織的靈活性、振蕩、工件溫升、噪聲、轉速、功率等功能。切開試車。 三、安裝組織形式:1、單件出產、成批出產、大量出產。2、數控鋸床安裝技術規程是指按照工序和工步次序編制。

帶鋸床油液的清潔:1.嚴格清洗帶鋸床的元件和系統液壓元件、油箱和各種管件在組裝前應嚴格清洗,組裝后應對系統進行全面、徹底的沖洗,并將清洗后的介質換掉。2.防止污染物侵入在帶鋸床運輸、安裝、加注和使用過程中,都應防止工作介質被污染。在帶鋸床介質注入時,必須經過濾油器;油箱通大氣處要加空氣濾清器;采用密閉油箱,防止塵土、磨料和冷卻液侵入等;維修拆卸元件時應在無塵區進行。3.控制工作介質的溫度應采用適當措施(如水冷、風冷等),控制鋸床系統的工作溫度,以防止溫度過高,造成工作介質氧化變質,產生各種生成物。

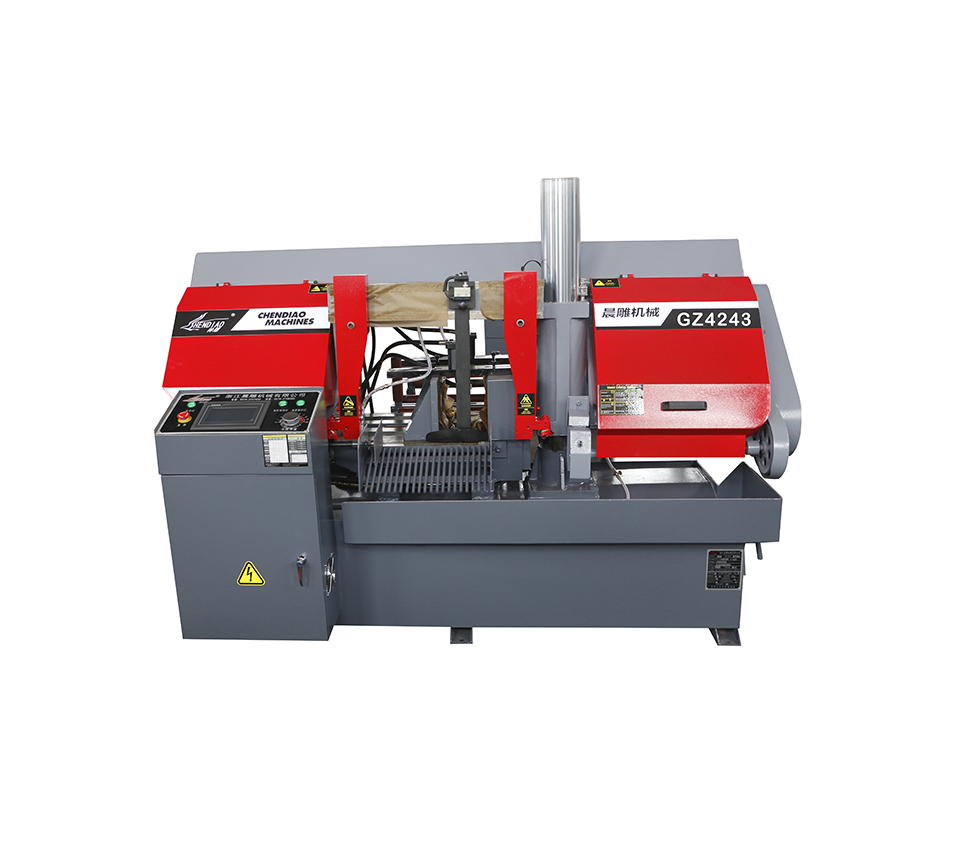
帶鋸床應用于木材加工和金屬工作, 也應用于各種各樣的其它材料。其名來源于其刀片包括金屬帶與牙。這條金屬帶被垂直設置于在二兩個大輪子之間。帶鋸被使用于切口不規則的形狀。其鋸曲線的半徑由刀片的厚度確定。現代化大帶鋸綜合應用機械、氣壓、液壓、電氣等先進技術,使工人可以在控制室內集中操縱;配置電子計算機程序控制系統,以及機械化的原木上料、翻木、成材卸料等裝置,使大帶鋸實現高度自動化、機械化的鋸切作業。大帶鋸用于原木加工成規格用材。
帶鋸床切割不精確的原因:1、帶鋸條可能松了,漲緊鋸條。2、帶鋸床下料速度進給太快,調整調速閥使進給速度慢一點。3、鋸床導向角里夾鋸床的小軸承可能損壞,更換小軸承!4、鋸床兩導向臂之間距離太大,調一下導向臂的距離,一般比材大6-10厘米。5、帶鋸條有可能磨損,鋸條有修復價值可以修理,如果沒有的話更換鋸條。6、鋸床導向臂的導向角夾持的鋸條與鋸床工作臺不垂直,安好鋸條,調整鋸導向角的螺栓,使鋸條與工作臺面垂直。










